中文
中文

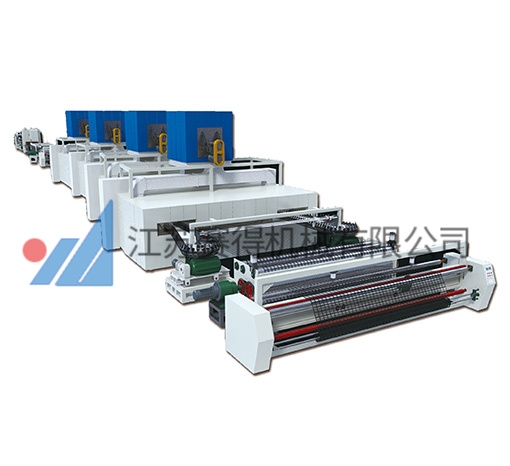
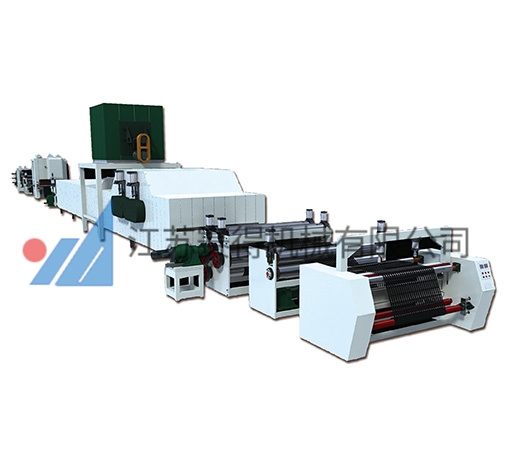
土工格柵生產線操作流程是什麽
土(tǔ)工格(gé)柵(shān)生產線(xiàn)操作流程
土工格柵是一(yī)種常用於公(gōng)路、鐵路、堤壩、港口、礦業及軟土地基加固的高分子土工材料,其生產過程涉(shè)及擠出、成型(xíng)、拉伸、定型、收卷與檢測等多個步驟。為確保產品(pǐn)尺寸穩定、拉伸強度(dù)高、孔結構均勻,生產線(xiàn)操作必須按照標準化流程嚴格執行。以下為典型土(tǔ)工格柵生產線的完整操作流程說明。
一、生產前準備
1. 設備檢查與調試
生產前先對整條生產線(xiàn)進行全麵檢查,包括:
擠出機係(xì)統(tǒng)
檢查機筒、螺(luó)杆(gǎn)是否有磨損或異物。
擠出機加熱區溫度控製是(shì)否靈敏。
減速機油位、潤滑狀況及冷卻水係統是否正常。
模具(模頭)
模口是(shì)否清潔無碳化物。
模具結構是(shì)否裝配到位,間隙設(shè)置是否符合工藝(yì)要(yào)求。
牽引機與拉伸機
各段輥筒轉速、溫度(dù)及張力(lì)控製係統是否正常。
拉伸輥表麵無劃傷(shāng),能平穩加熱。
切割裝置與衝孔(kǒng)設備(針對雙向格柵)
檢查(chá)刀具鋒(fēng)利度及刀輥間隙。
衝孔模板(bǎn)定位精度(dù)是否達標。
收卷機
檢查張力控製器、卷芯夾持器是否靈活。
安全設施
應急停止(zhǐ)按鈕、護罩、紅外報(bào)警裝置是否有效。
2. 原料準備
土工格柵常用原料為 HDPE(高(gāo)密(mì)度聚乙烯)、PP(聚(jù)丙(bǐng)烯)等。原料處理流程包括(kuò):
幹燥
HDPE/PP 對水分(fèn)較敏感,需烘幹至水分 < 0.1%;
混配
根據工藝配(pèi)方加入抗氧劑、炭黑、穩定劑等;
篩選過濾
避免雜質進入擠(jǐ)出係統。
二、擠出與成(chéng)型工藝
1. 加料與熔融擠出(chū)
原料經幹燥後進入(rù)擠出機料鬥,通過螺杆(gǎn)高溫高剪切作用實現(xiàn)塑(sù)化熔融。關鍵控製點:
擠出溫度區域:150–220 ℃(依(yī)材質調整)
螺杆轉(zhuǎn)速保持穩定,避免熔體波動;
熔壓(一般為 10–20 MPa)需(xū)穩定,防止產品厚度不均;
熔體通過模具流(liú)道均勻分布,形成寬幅片材。
2. 出片冷卻
熔融片材經過急冷輥冷卻成形:
冷卻水溫維持在(zài) 15–25 ℃;
片材(cái)厚度通過模具(jù)間隙(xì)和輥距調整,一般為 2–5 mm;
表麵應無氣泡、凹坑和嚴重流痕。
3. 縱向切割與衝孔(針對雙向格柵)
若生產雙向拉伸格柵,需在片材上進行:
縱向切割(開槽):形成可拉伸肋條;
衝孔(kǒng):通過刀輥連續(xù)衝出格柵孔洞。
三、拉伸過程(關(guān)鍵工藝)
土(tǔ)工格柵的強(qiáng)度主要來自 拉伸定向,包括 單向拉伸 與 雙向拉伸。
1. 單向拉伸工藝(主要用於單向格柵)
片材進入加熱爐(lú),升溫至 110–140 ℃(HDPE),隨後進入拉伸(shēn)段:
拉伸(shēn)比一(yī)般為 3–6 倍;
溫度必須均勻,否則易斷裂;
張力控製平穩,避免顫動或蛇形跑偏;
拉伸後格柵呈現單向排列的高強聚合鏈結構,拉伸強(qiáng)度顯著提高。
2. 雙向拉(lā)伸工(gōng)藝
在單向拉伸後,材料經再次加熱,通過(guò)橫向拉(lā)伸形(xíng)成雙向取向結構:
橫向拉伸比 3–5 倍;
爐溫控製在 110–130 ℃;
夾持鏈、橫向拉伸(shēn)軌道速度一致且穩定;
雙向拉伸使格柵在 橫縱兩個方向推拉(lā)強度均大幅提(tí)升。

四、定型冷卻
拉伸(shēn)後的格柵(shān)需快速冷卻定型:
冷卻水(shuǐ)溫 20–30 ℃;
冷卻強度充分,保持網孔穩定不變形;
經平(píng)整輥矯直(zhí),保(bǎo)持平整度。
五(wǔ)、裁邊、檢測與收卷
1. 裁邊
生(shēng)產線(xiàn)兩側會產生廢邊,需通過自動(dòng)剪切裝置切(qiē)除,廢料可回收再生使用(比例不宜過高)。
2. 在(zài)線檢測(cè)
主要檢測項(xiàng)目:
網孔尺寸(允許偏差 ±2%)
網格寬度、肋厚度
表麵缺陷:破孔、熔接不良(liáng)、劃(huá)痕
塗層完整性(若有覆膜)
可使用光(guāng)學掃(sǎo)描儀(yí)或人工抽檢。
3. 收卷與包裝
依(yī)據產品規格(如寬 2 m、3 m,長度 50–100 m)自動計米收卷;
張力控製均勻,避免卷皺;
成品端(duān)口(kǒu)需貼標簽(型號、批號、日期等);
包裝方式:PE 膜纏繞(rào)或牛皮紙打包。
六、成品抽檢與檢驗項目
出廠前需進行物理性能(néng)檢測(cè):
拉伸強度(縱/橫向)
屈服點延伸率
抗撕裂性能
孔徑均勻度
單位麵積質量
炭黑含量
耐老(lǎo)化性能(光照/熱氧測試)
符合國家或行業標準(如 GB/T 17689、JT/T 480 等(děng))方可入庫。
七、安全操作要點
高溫防護:擠出機、拉伸爐溫度極高,操作人員(yuán)禁止觸碰裸露部位。
機械卷入防護:牽引機、輥(gǔn)筒處(chù)必須使用防護罩。
電氣安全:定期檢(jiǎn)查電控櫃、加熱管、溫控器。
消防安全:塑料生產易燃,應配備 CO₂ 或(huò)幹粉滅火(huǒ)器。
廢氣與粉塵(chén)處理:塔式排氣(qì)係統需保持通暢,避免異味積累。
八、停機與維護
1. 停機流(liú)程
停止加料 → 降低(dī)螺杆轉速 → 待(dài)剩料排盡。
停止牽(qiān)引與拉伸加熱係統。
關閉模(mó)具、輥筒電加熱。
切斷主電源。
2. 定期維護
模具需定期(qī)清理碳化物;
潤滑係統補油;
檢查鏈條(tiáo)、齒輪、輥筒軸承;
校準(zhǔn)溫控儀、張力傳感(gǎn)器。
總結
土工格柵生產(chǎn)是(shì)一個連(lián)續、高溫、高精度的工藝流程,其核心在於:
材料均勻塑化
精準擠出(chū)成型
穩定拉伸取向
嚴格質量控製(zhì)
規範化(huà)操作不僅能確保產品性能,更能(néng)提升產線效率、降低損耗成本。